
CBM training for EPS company

This training course was conducted within 3 days by KTT's experts: Mr, Hady Shaiful and Mr. Tran Ngoc Dang Thi. Topics of The CBM Training Course are as below:
1. Maintenance Philosophy
2. Asset Integrity & Reliability (A.I.R)
3. Types of Maintenance
4. Vibration Analysis
5. Ultrasound Analysis
6. Motor Current Signature Analysis
7. Lubrication Oil Analysis
8. Infrared Thermography Analysis
9. Process Analysis
10. Root Cause Failure Analysis
11. Summary
 Principles of Predictive Maintenance
Principles of Predictive Maintenance
Predictive maintenance is basically a condition-driven preventive maintenance.
Predictive maintenance monitors mechanical condition, equipment efficiency and other parameters and attempts to derive the approximate time of a functional failure.
On the basis of this collected data, the maintenance schedules are selected. Predictive maintenance uses various techniques such as vibration analysis, oil and wear debris analysis, ultrasonic, thermography, performance evaluation and other techniques to assess the equipment condition.
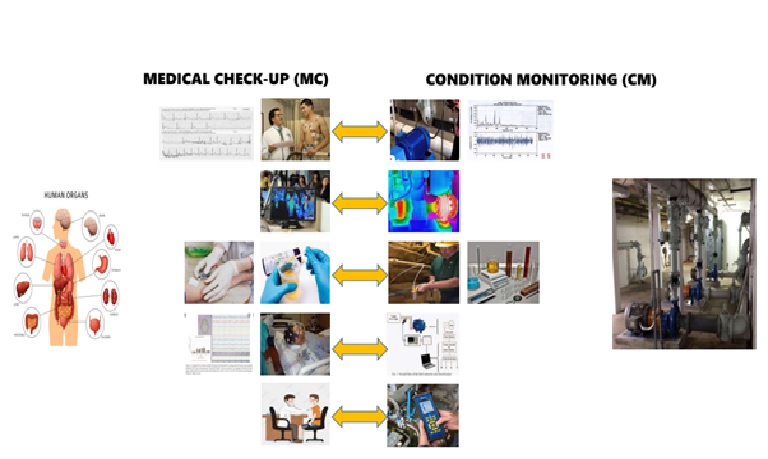
Predictive maintenance techniques actually have a very close analogy to medical diagnostic techniques. Whenever a human body has a problem, it exhibits a symptom.
The nervous system provides the information – this is the detection stage. Furthermore, if required, pathological tests are done to diagnose the problem. On this basis, suitable treatment is recommended.
Evolution of Maintenance Philosophies
Machinery maintenance in industry has evolved from breakdown maintenance to preventive maintenance. Presently, the predictive and proactive maintenance philosophies are the most popular but yet to be precision maintenance.
Breakdown maintenance was practiced in the early days of production technology and was reactive in nature. Equipment was allowed to run until a functional failure occurred. Secondary damage was often observed along with a primary failure.
This led to time-based maintenance, also called preventive maintenance. In this case, equipment was taken out of production for overhaul after completing a certain number of running hours, even if there was no evidence of a functional
failure. The drawback of this system was that machinery components were being replaced even when there was still some functional lifetime left in them.
Due to the high maintenance costs when using preventive maintenance, an approach to rather schedule the maintenance or overhaul of equipment based on the condition of the equipment was needed. This led to the evolution of predictive maintenance and its underlying techniques.
Predictive maintenance requires continuous monitoring of equipment to detect and diagnose defects. Only when a defect is detected, the maintenance work is planned and executed.
Today, predictive maintenance has reached a sophisticated level in industry. Till the early 1980s, justification spreadsheets were used in order to obtain approvals for condition-based maintenance programs but not now.
The advantages of predictive maintenance are accepted in industry today, because the tangible benefits in terms of early warnings about mechanical and structural problems in machinery are clear. The method is now seen as an essential detection and diagnosis tool that has a certain impact in reducing maintenance costs, operational vs repair downtime and inventory hold-up. In the continuous process industry, such as oil and gas, power generation, steel, paper, cement, petrochemicals, textiles, aluminum and others, the penalties of even a small amount of downtime are immense. It is in these cases that the adoption of the predictive maintenance is required above all. The maintenance departments take additional time to carry out precision balancing, more accurate alignments, detune resonating pipes, adhere strictly to
oil check/change schedules, etc. This ensures that they eliminate the causes that may give rise to defects in their equipment in the future.
This evolution in maintenance philosophy has brought about longer equipment life, higher safety levels, better product quality, lower life cycle costs and reduced emergencies and panic decisions precipitated by major and unforeseen mechanical failures.
Putting all this objectively, one can enumerate the benefits in the following way:
i. Increase in machine productivity:
By implementing predictive maintenance, it may be possible to virtually eliminate plant downtime due to unexpected equipment failures.
ii. Extend intervals between overhauls:
This maintenance philosophy provides information that allows scheduling maintenance activities on an ‘as needed’ basis.
iii. Minimize the number of ‘open, inspect and repair if necessary’ overhaul routines:
Predictive maintenance pinpoints specific defects and can thus make maintenance work more focused, rather than investigating all possibilities to detect problems.
iv. Improve repair time:
This makes the maintenance work faster and smoother. As machines are stopped
before breakdowns occur, there is virtually no secondary damage, thus reducing
repair time.
v. Increase machine life:
A well-maintained machine generally lasts longer.
vi. Resources for repair can be properly planned:
Prediction of equipment defects reduces failure detection time, thus also failure reporting time, assigning of personnel, obtaining the correct documentation, securing the necessary spares, tooling and other items required for a repair.
vii. Improve product quality:
Often, the overall effect of improved maintenance is improved product quality. For instance, vibration in paper machines has a direct effect on the quality of the paper.
viii. Save maintenance costs:
Studies have shown that the implementation of a proper maintenance plan results in average savings of 20–25% in direct maintenance costs in conjunction with twice this value in increased production.
 THE PARAMETERS of CONDITION MONITORING
THE PARAMETERS of CONDITION MONITORING
Assess & monitor the health condition & performance from below parameters:
- Pressure
- Temperature
- Flowrate
- Vibration
- Lubrication Oil
- Sound
- Current
- Voltage
THE TECHNOLOGIES of CONDITION MONITORING
Application of Condition Monitoring technologies, such as:
- Vibration Analysis
- Oil Analysis
- Ultrasound Analysis
- Thermal Analysis
- Motor Current Signature Analysis


{kind=link}